SLA 3D Printing
Why SLA 3D Printing Delivers the Smoothest Surface Finish
Why SLA Dominates Surface Finish
Surface finish is rarely just an aesthetic requirement; in high-stakes engineering, it is often a functional driver. Whether determining the drag coefficient in fluid dynamics, ensuring the optical clarity of a lens prototype, or verifying the fit of a snap-fit enclosure, the fidelity of the surface matters.
While Fused Deposition Modeling (FDM) and Selective Laser Sintering (SLS) are workhorses for structural geometry, Stereolithography (SLA) remains the industry standard for high-resolution surface quality. This guide distills the mechanics behind SLA’s superior finish and how we evaluate this process at Morin 3D to ensure your parts achieve injection-mold fidelity directly off the printer.
The Physics of the Finish: How SLA Works
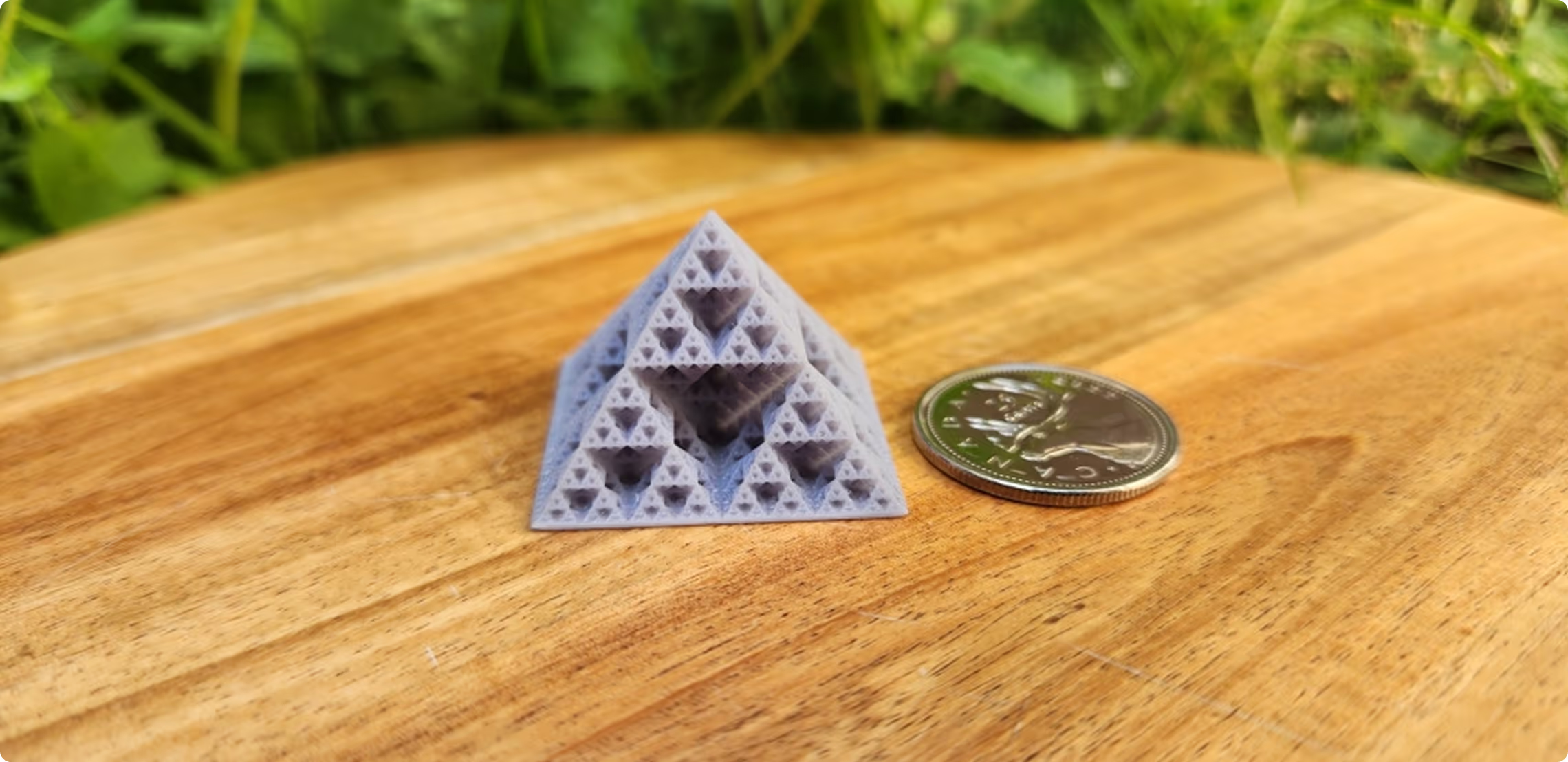
Stereolithography is a photopolymerization process. Unlike extrusion-based methods that deposit semi-molten plastic, SLA cures liquid resin layer by layer using a UV laser.
Precision comes from the laser spot size—often as small as 85 microns—and the chemical nature of the resin. Because the raw material is a liquid, it fills microscopic voids between the previous layer’s features before curing. As the laser traces the cross-section, the new layer chemically bonds to the previous one on a molecular level.
This results in a "watertight" mesh with virtually indistinguishable layer lines. At Morin 3D, we engage SLA when a project demands feature definitions below 0.1 mm, optical transparency, or surfaces that must be painted or plated with minimal post-processing.
Quick Comparison: Surface & Resolution
Not all additive processes manage resolution equally. Below is a snapshot of how SLA stacks up against other common modalities in our fleet.
Material and Performance Considerations
In the SLA process, surface finish and material properties are inextricably linked. While the surface is superior, the choice of resin dictates the part's environment.
Optical Clarity and Aesthetics
SLA is the only additive process capable of producing truly transparent parts. By using clear resins and applying secondary clear-coating or polishing, Morin 3D can produce lenses, light pipes, and fluid visualization models that rival polycarbonate or acrylic.
Mechanical Implications
- Isotropy: Because the layers bond chemically rather than thermally, SLA parts are highly isotropic. This ensures that fine features, such as snap-fits or living hinges (using specialized resins), perform consistently regardless of build orientation.
- Thermal Constraints: Standard SLA resins generally have lower heat deflection temperatures (HDT) compared to sintered nylons or machined metals. However, high temperature resins are available for applications requiring heat resistance up to 250°C (at 0.45 MPa), whereas standard SLS nylons typically handle ~170°C under similar loads.
When to Choose Each Path
Bias Toward SLA When
- Surface fidelity is paramount: You need a finish comparable to injection molding without tooling.
- Micro-features are required: The design includes threads, text, or channels smaller than 0.5 mm.
- Optical transparency is needed: You are validating fluid flow or internal component visibility.
- Casting patterns: You are creating master patterns for urethane or investment casting (jewelry/dental).
Bias Toward SLS or FDM When
- Durability exceeds aesthetics: The part will undergo heavy impact or structural stress testing.
- Heat resistance is critical: The application environment exceeds 150°C (better suited for PEEK/Ultem FDM or specific glass-filled SLS nylons).
- Internal geometry is trapped: SLS requires no support structures, making it ideal for complex internal lattices where support removal is impossible.
How Morin 3D Engages
Whether you are validating a single complex assembly or moving into low-volume production, we evaluate the geometry holistically. Share your CAD and surface finish requirements (e.g., SPI-A2 equivalent, paint-ready, or raw). We will recommend the specific resin and orientation strategy that ensures your part meets the tolerance bands and aesthetic standards required for your first build.
Upload Your File. Pick a Material. Print.
Get real-time pricing, lead times, and material options in just a few clicks. No back-and-forth emails. No guesswork.